AMD Ryzen 5 4700 MHz @ 5701 MHz 85°C mit 1.25 Volt
Ich levele klassisch mit nem Kassazettel und immer nur von oben runter. Wenn der Düsenabstand nicht passt, dann hälts nicht. Das mit quick 'n dirty hab ich früher auch probiert hat aber auch ned geklappt. Bei meinen ersten Versuchen mit PETG (q 'n d) hab ich meine Base ziemlich ramponiert und einige Spuren mit der Düse hinterlassen, weil ich den Düsenabstand immer weiter und weiter reduziert hab. Die Haftung ist dort aber immer noch gegeben.
Beiträge gesamt: 10725 | Durchschnitt: 1 Postings pro Tag Registrierung: Juli 2001 | Dabei seit: 8543 Tagen | Erstellt: 9:53 am 26. Juni 2022
Intel Core i9 3600 MHz @ 5200 MHz 78°C mit 1.552 Volt
Ich auch, nix Sensor Aber das macht man ja in der Regel nur einmal nach jedem Transport und/oder Umbau - OK, letzteres kann bei einigen hier schon mal öfter passieren
Ich denke, dass die Wabenstruktur eigentlich nicht wirklich wichtig ist, da du selbst mit einem völlig glatten Bett prima drucken kannst. Dann ist es vielleicht wirklich einfach nur deine Filamentrolle schuld, hast du keine anderen Rollen oder Reste? Vielleicht das kleine Teststück, das beim Drucker dabei war?
Hardware News lesen * Unterhalten * Smarthome und Gadgets Übertakten, Modding und Testberichte * Fanartikel kaufen
Beiträge gesamt: 170924 | Durchschnitt: 20 Postings pro Tag Registrierung: April 2001 | Dabei seit: 8610 Tagen | Erstellt: 10:21 am 26. Juni 2022
Dann sollte ich beim nächsten Einkauf wieder mal den kassazettel mitnehmen.
Filamentrollen habe ich einige ältere. Werde mal mit einer neuen probieren. Hatte schon den Eindruck, dass es da Unterschiede gibt.
To boldly go where no ones has gone before.
Beiträge gesamt: 3981 | Durchschnitt: 0 Postings pro Tag Registrierung: Okt. 2001 | Dabei seit: 8435 Tagen | Erstellt: 12:43 am 26. Juni 2022
Intel Core i9 3600 MHz @ 5200 MHz 78°C mit 1.552 Volt
Ja, definitiv. Da ich mal ein paar verschiedene Farben benötigte, hatte ich so einen Sack Filament bestellt ... ein Graus! Es hat nicht auf dem Druckbett gehaftet und wenn dann zerbröselte es schon fast beim Drucken und unterbrach mitten im Druckvorgang. Also leider keine Option, auch wenn man die Farbe nur mal ganz selten benötigt.
Hardware News lesen * Unterhalten * Smarthome und Gadgets Übertakten, Modding und Testberichte * Fanartikel kaufen
Beiträge gesamt: 170924 | Durchschnitt: 20 Postings pro Tag Registrierung: April 2001 | Dabei seit: 8610 Tagen | Erstellt: 15:06 am 26. Juni 2022
AMD Ryzen 5 4700 MHz @ 5701 MHz 85°C mit 1.25 Volt
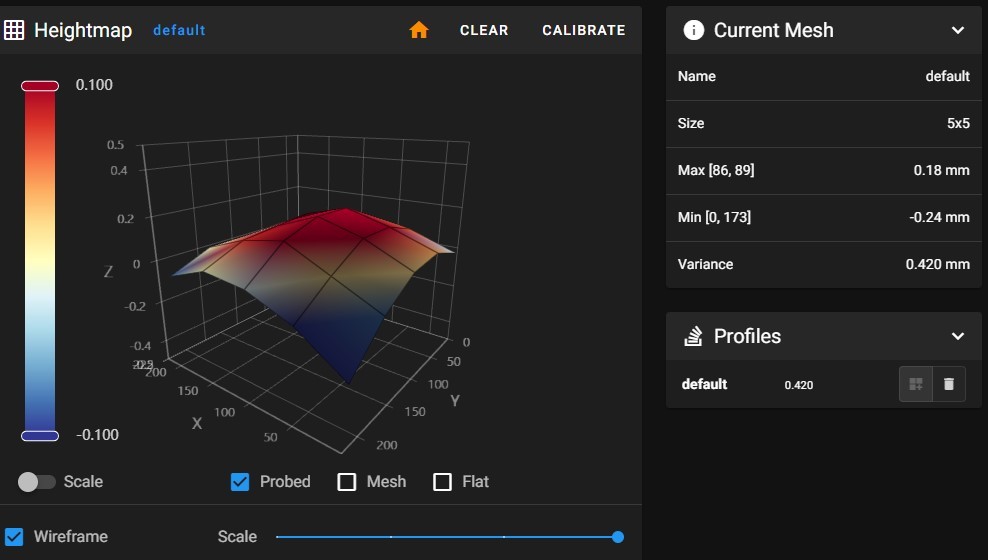
ich wusste ja schon vorher, dass mein Druckbett gut 0,3mm krumm ist, ohne, dass ich es jemals genau geprüft habe. Klipper sagt, dass es sogar 0,42mm sind.... Wahnsinn.....
Beiträge gesamt: 10725 | Durchschnitt: 1 Postings pro Tag Registrierung: Juli 2001 | Dabei seit: 8543 Tagen | Erstellt: 17:12 am 26. Juni 2022
Intel Core i9 3600 MHz @ 5200 MHz 78°C mit 1.552 Volt
Krass 0,42mm Aber letztendlich eigentlich egal, solange es der Drucker weiß und die Höhen dementsprechend anpasst.
Hardware News lesen * Unterhalten * Smarthome und Gadgets Übertakten, Modding und Testberichte * Fanartikel kaufen
Beiträge gesamt: 170924 | Durchschnitt: 20 Postings pro Tag Registrierung: April 2001 | Dabei seit: 8610 Tagen | Erstellt: 17:15 am 26. Juni 2022
Intel Core i9 3600 MHz @ 5200 MHz 78°C mit 1.552 Volt
Stimmt, zumindest die Unterseite wird nicht gerade Hardware News lesen * Unterhalten * Smarthome und Gadgets Übertakten, Modding und Testberichte * Fanartikel kaufen
Beiträge gesamt: 170924 | Durchschnitt: 20 Postings pro Tag Registrierung: April 2001 | Dabei seit: 8610 Tagen | Erstellt: 17:49 am 26. Juni 2022
AMD Ryzen 5 4700 MHz @ 5701 MHz 85°C mit 1.25 Volt
Alle Ebenen Außer man aktiviert das Fading in Klipper. Dann kann man angeben bis zum wievielten Layer die Krümmung kontinuierlich abgebaut werden soll. Dazu kommt, dass die X-Achse ja auch nicht gerade fährt.
Beiträge gesamt: 10725 | Durchschnitt: 1 Postings pro Tag Registrierung: Juli 2001 | Dabei seit: 8543 Tagen | Erstellt: 18:06 am 26. Juni 2022
AMD Ryzen 5 4700 MHz @ 5701 MHz 85°C mit 1.25 Volt
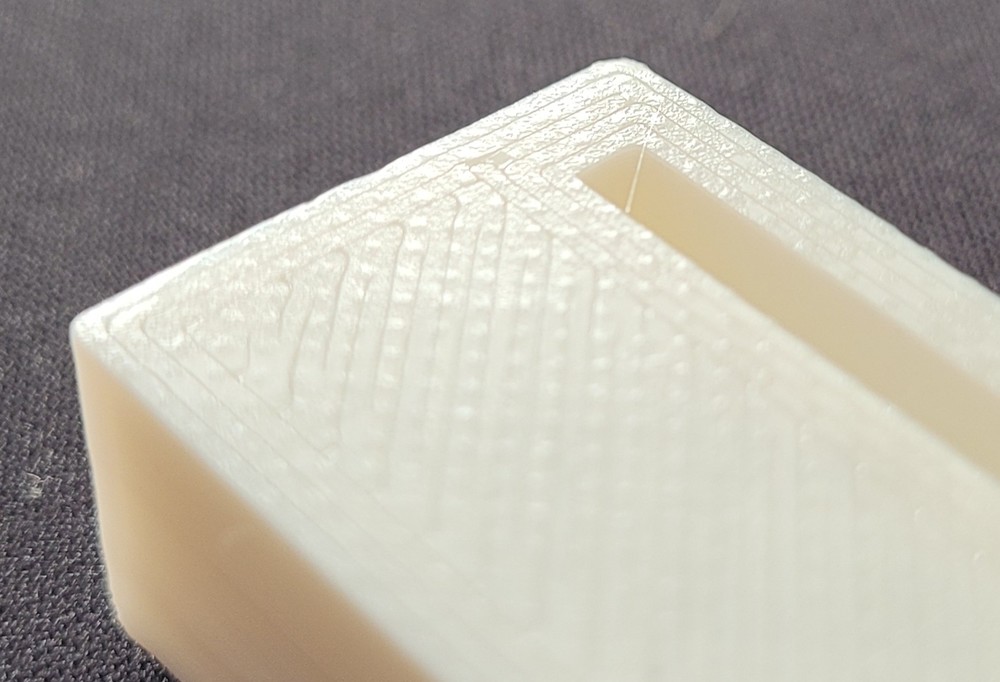
Der 1. Druck wäre schon perfekt geworden, wenn Klipper nicht gemeint hätte, dass die maximale Extrusinsrate überschritten worden wäre und deshalb stehen blieb. Linienbreite 0,8mm
Edit: Sodala... 1. Druck mit Klipper abgeschlossen. Mesh Leveling war anscheinend tadellos, weil der 1. Layer bombenfest am Bett gehalten hat. Manuelles Mesh Leveling ist auch mit Klipper kein Problem - steht alles in der Doku. Ich hatte es anfangs nur überlesen, weil es nicht explizit erwähnt wird und immer von einem "Probe" geschrieben wurde. Wenn Mainsail (die Klipper Oberfläche) aber keinen Sensor erkennt, wird automatisch manuell gelevelt. Die manuelle Annäherung der Düse an das Bett muss man aber etwas mühsam über die Kommandozeile durchführen und bei jedem Level-Punkt dann mit dem Befehl "Accept" bestätigen, worauf hin dann der Druckkopf automatisch zum nächsten Level-Punkt bewegt wird. Das dauert zwar etwas, aber es funktioniert einwandfrei.
LG
(Geändert von daniel um 19:45 am 26. Juni 2022)
Beiträge gesamt: 10725 | Durchschnitt: 1 Postings pro Tag Registrierung: Juli 2001 | Dabei seit: 8543 Tagen | Erstellt: 18:47 am 26. Juni 2022
Copyright 1999 - 2024 by www.ocinside.de - All rights reserved.
Unser PC Forum verwendet Cookies für einen optimalen Service. Durch die Nutzung dieser Webseite erklären Sie sich damit einverstanden, dass wir personenbezogene Daten wie z.B. die IP-Adresse speichern und wir zusammen mit Drittanbietern Cookies verwenden, um personalisierte Anzeigen zur interessengerechten Werbung und weitere externe Inhalte anzuzeigen. Einverstanden? Ja / Nein ImpressumDatenschutzEinstellungen










 hat aber auch ned geklappt.
hat aber auch ned geklappt. 





")